雕铣机使用指南
紧急事故处置
- 拍下急停按钮
- 终止加工程序(不会终止你给我直接关机电脑!!!)
- 机器断开电源
- 第一时间通知机械组长!!!
警告
| 事故情况 | 事故等级 | 紧急处置 | 处罚 |
|---|
使用提示
个人文件请放置于E盘-个人文件-(以自己名字命名的文件夹)。
电脑开机前请拔出所有的USB存储设备(如U盘)。
提示
为保证设备环境安全,USB已禁用,请通过NAS中转传输加工图纸。
NAS使用方法(队内文件请登录飞书查看)
注意事项
请不要在雕铣机断电时操作轴系移动,若意外操作请在雕铣机负责人的指导下复位。
打开精雕5.21
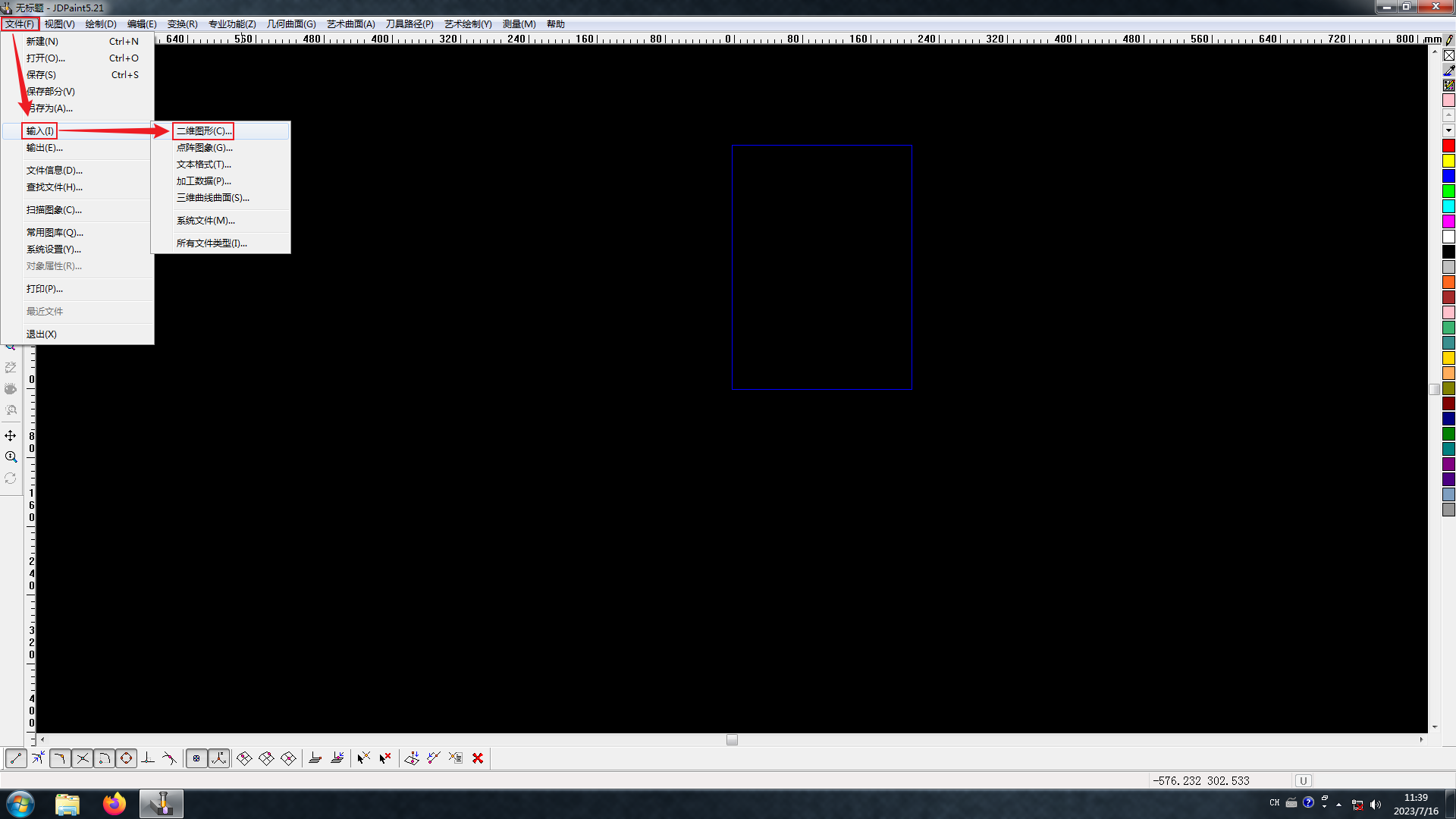
选择输入文件-输入-二维图形
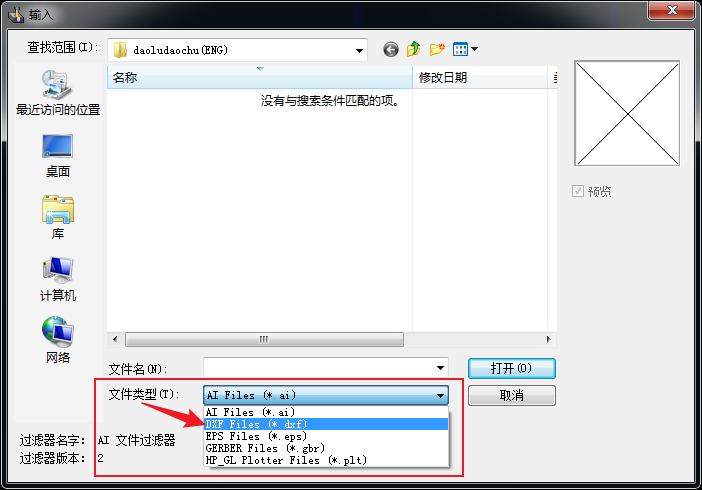
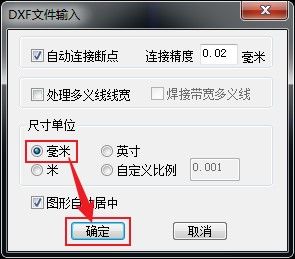
将文件类型切换为DXF
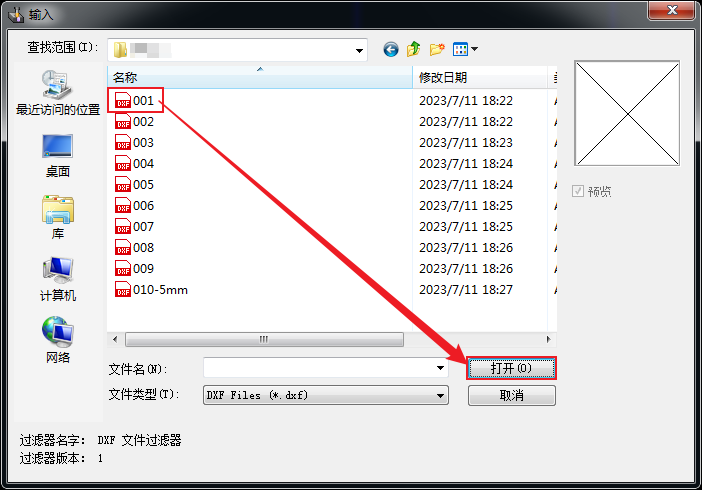
找到文件并打开
检查单位后点击确定
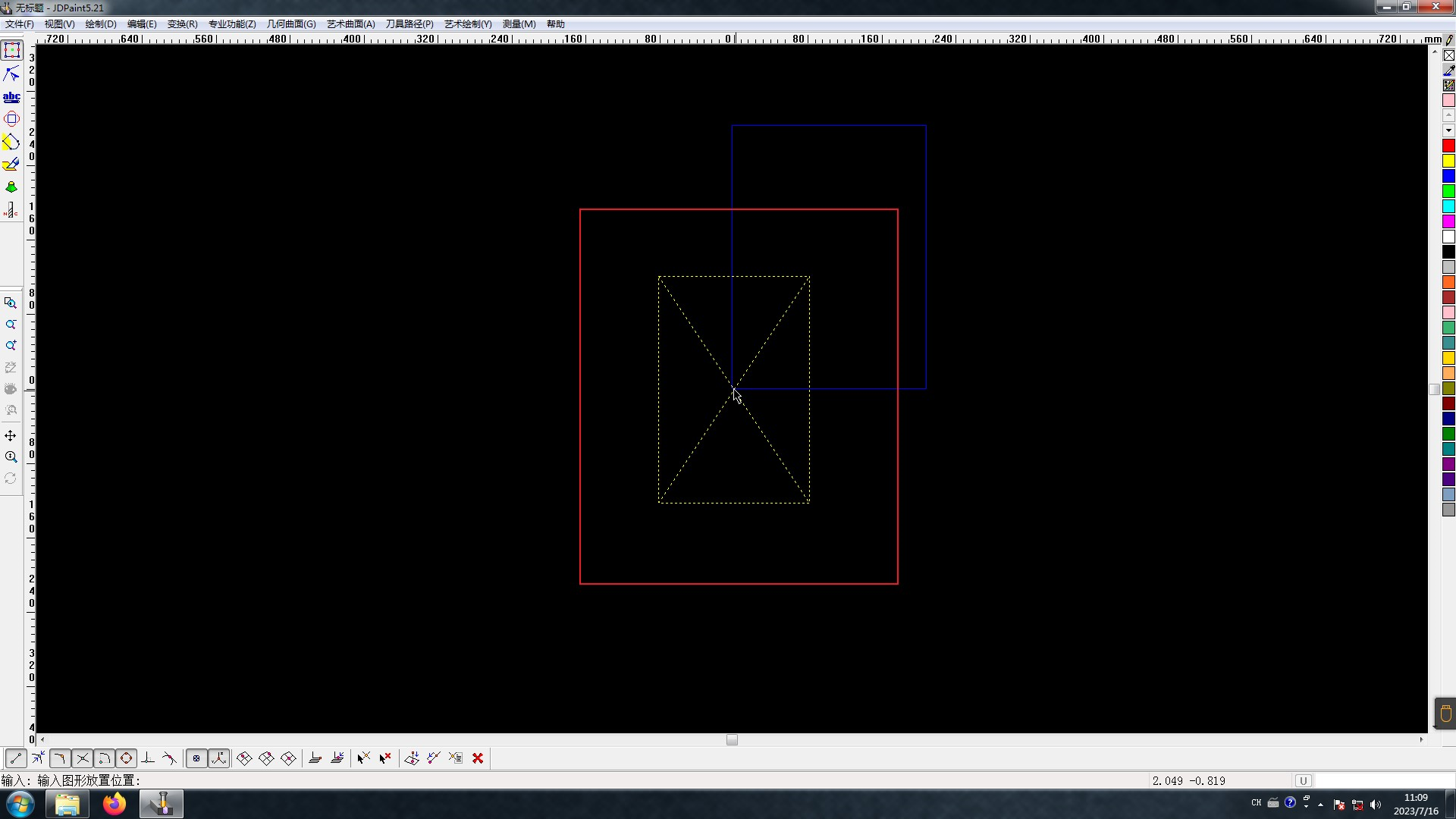
单击鼠标后放下图形(位置随意)
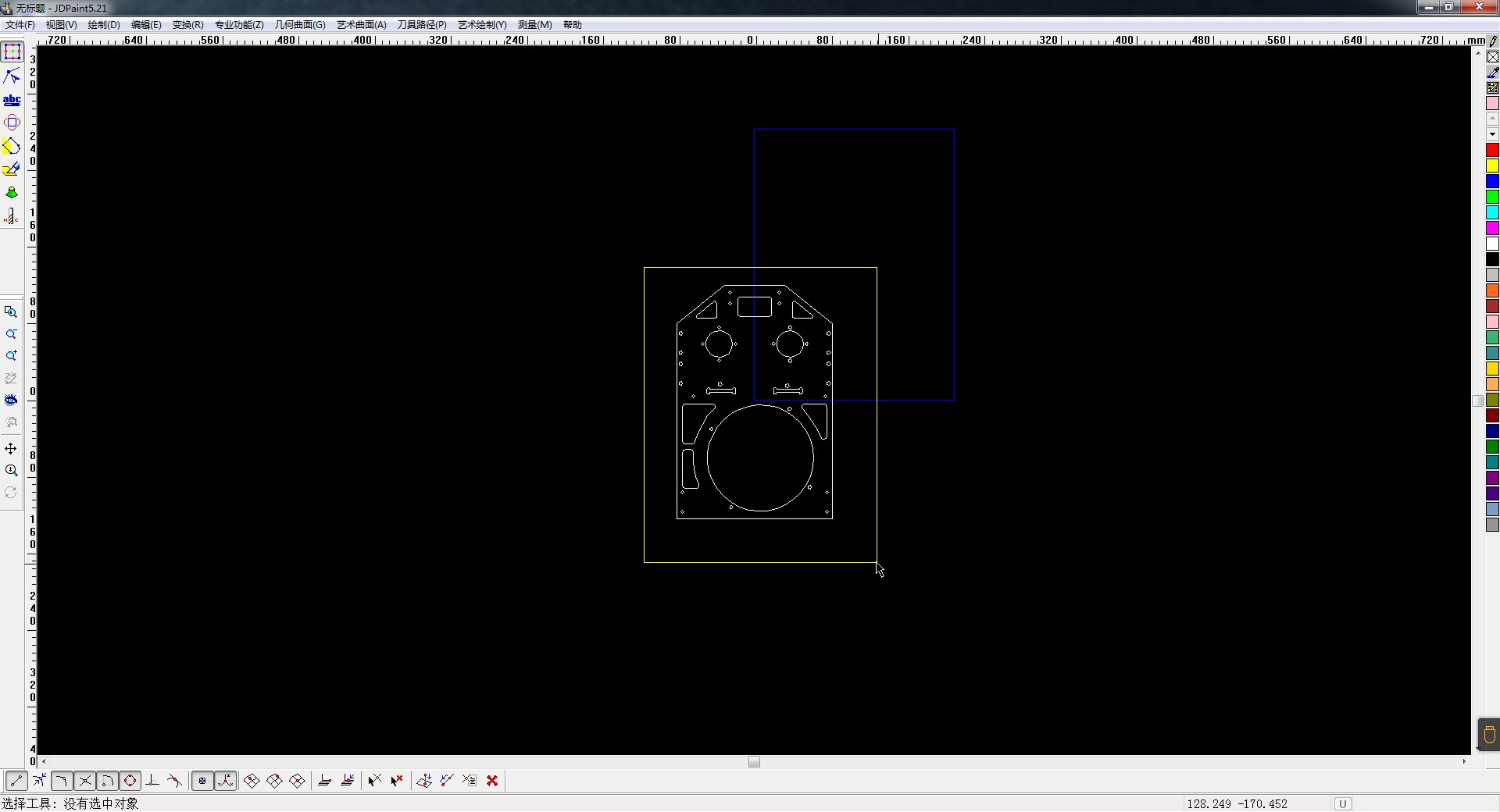
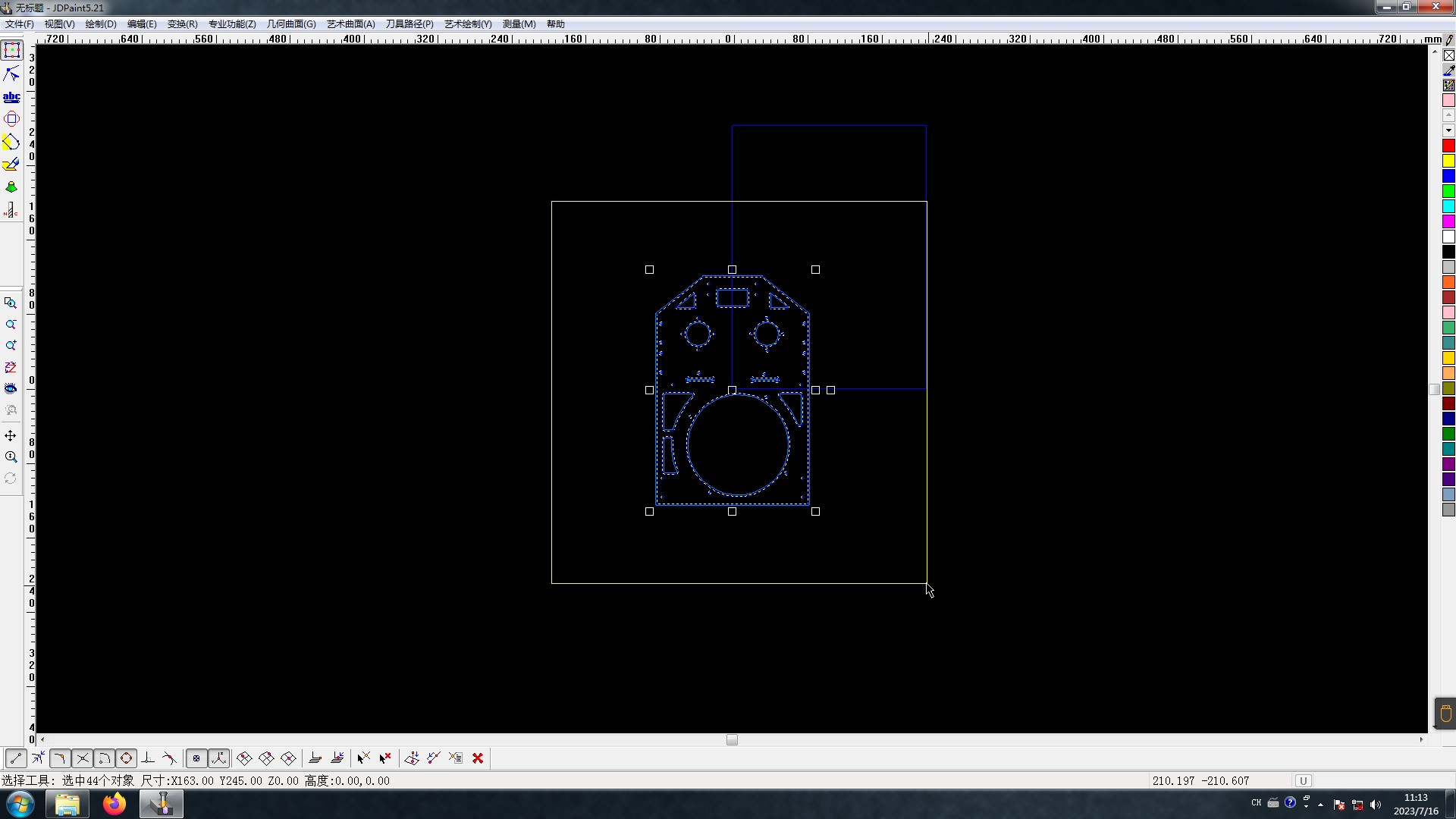
按住鼠标左键框选图形
选择刀具路径-轮廓切割
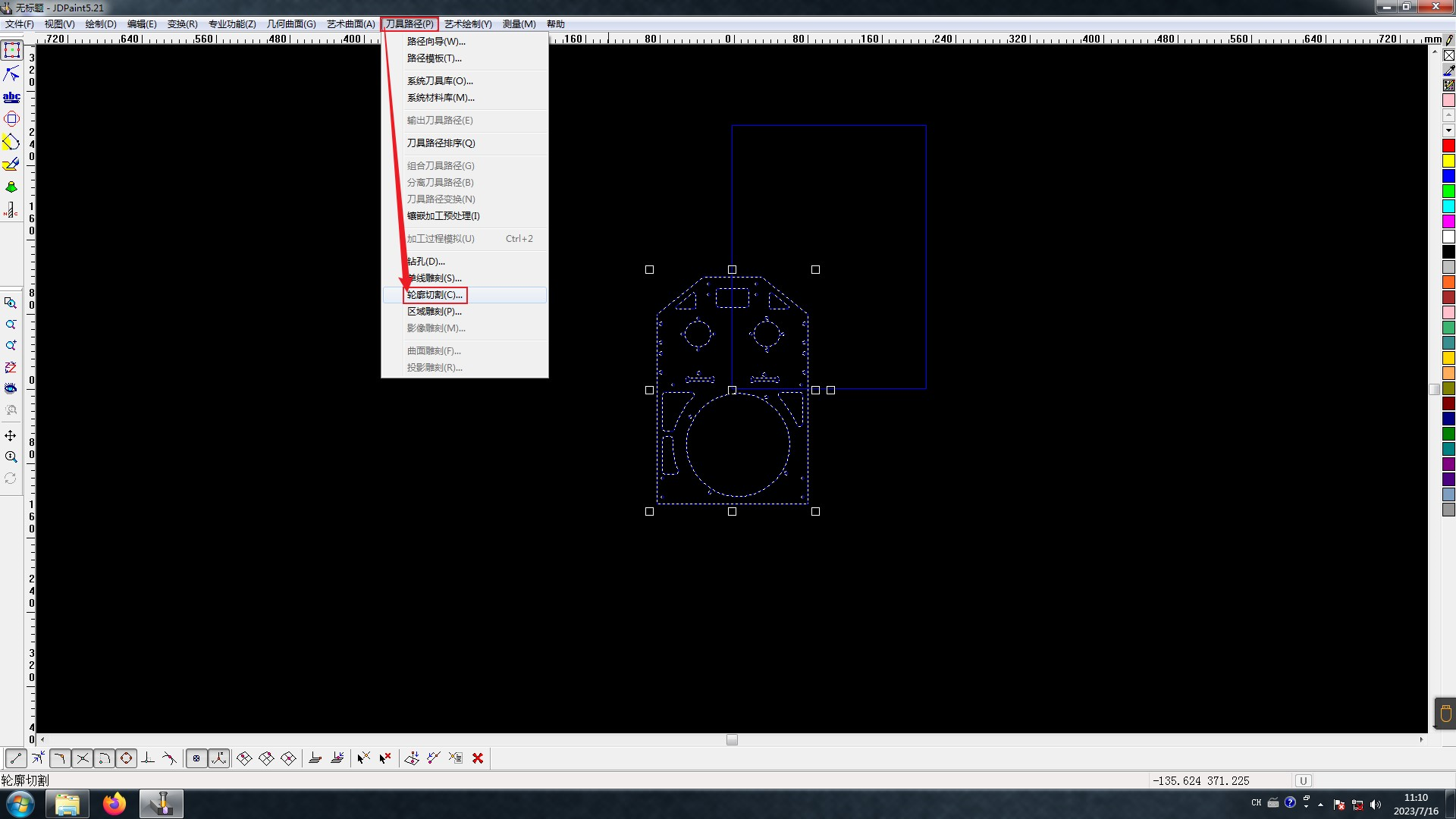
进入图示界面
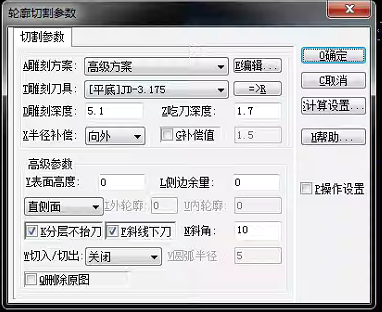
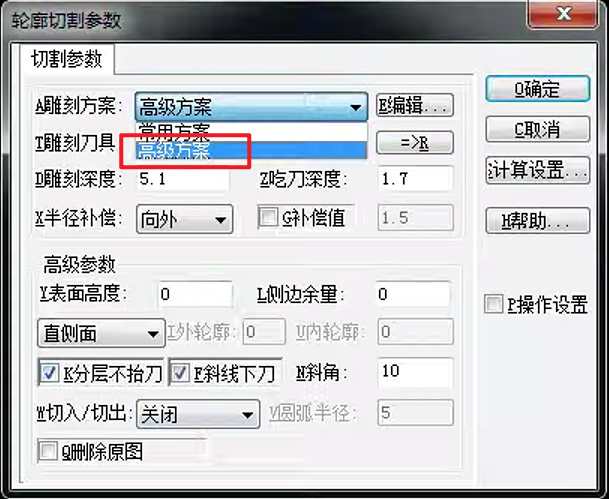
雕刻方案切换为高级方案
选择刀具(这里以3.175玉米铣刀为例)
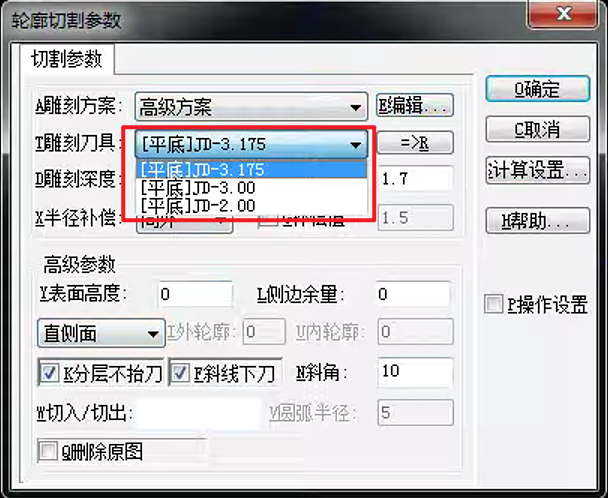
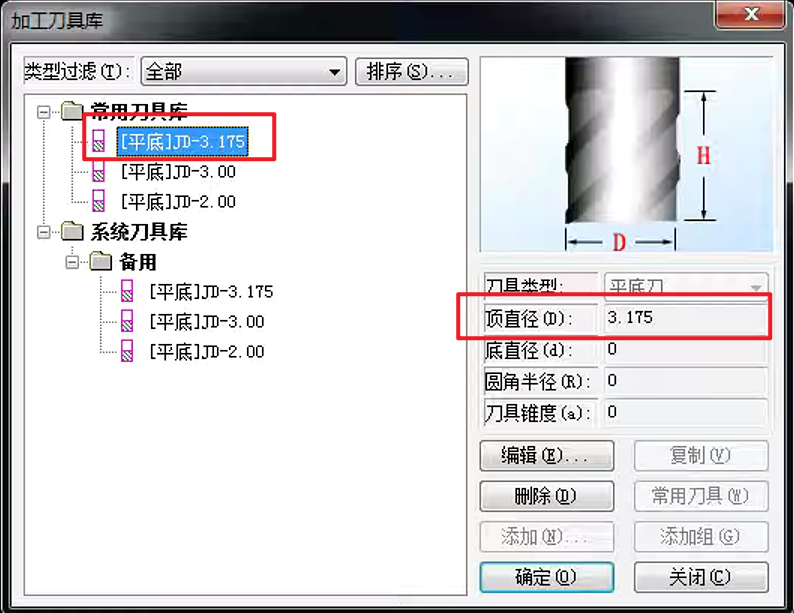
提示
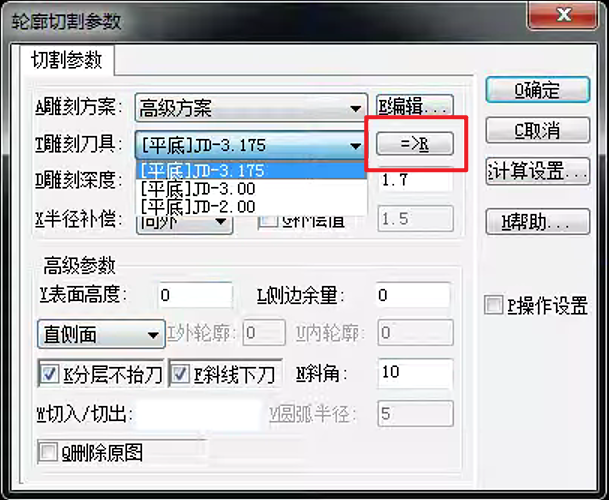
建议点击图示按钮进入加工刀路库检查刀具的顶直径是否与名称一致。
警告
若有新建刀具需求请直接复制现有刀具并同步修改顶直径和名称,不要给其他队员造成不必要的麻烦!
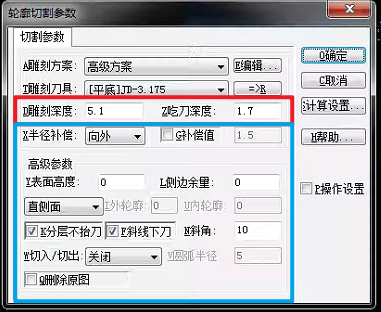
设置雕刻深度,吃刀深度(下进步距)【此处以3mm板为例】
警告
非必要严禁修改蓝色区域参数,若发现蓝色区域参数与图示不一致请联系雕刻机管理员处理。
常用加工参数
| 板材厚度 | 雕刻深度 | 吃刀深度 |
|---|---|---|
| 2mm | 2.2mm | 1.1mm |
| 3mm | 3.4mm | 1.7mm |
| 4mm | 4.2mm | 1.4mm |
| 5mm | 5.1mm | 1.7mm |
再次框选图形(选中生成的刀路)
选择刀具路径-输出刀具路径
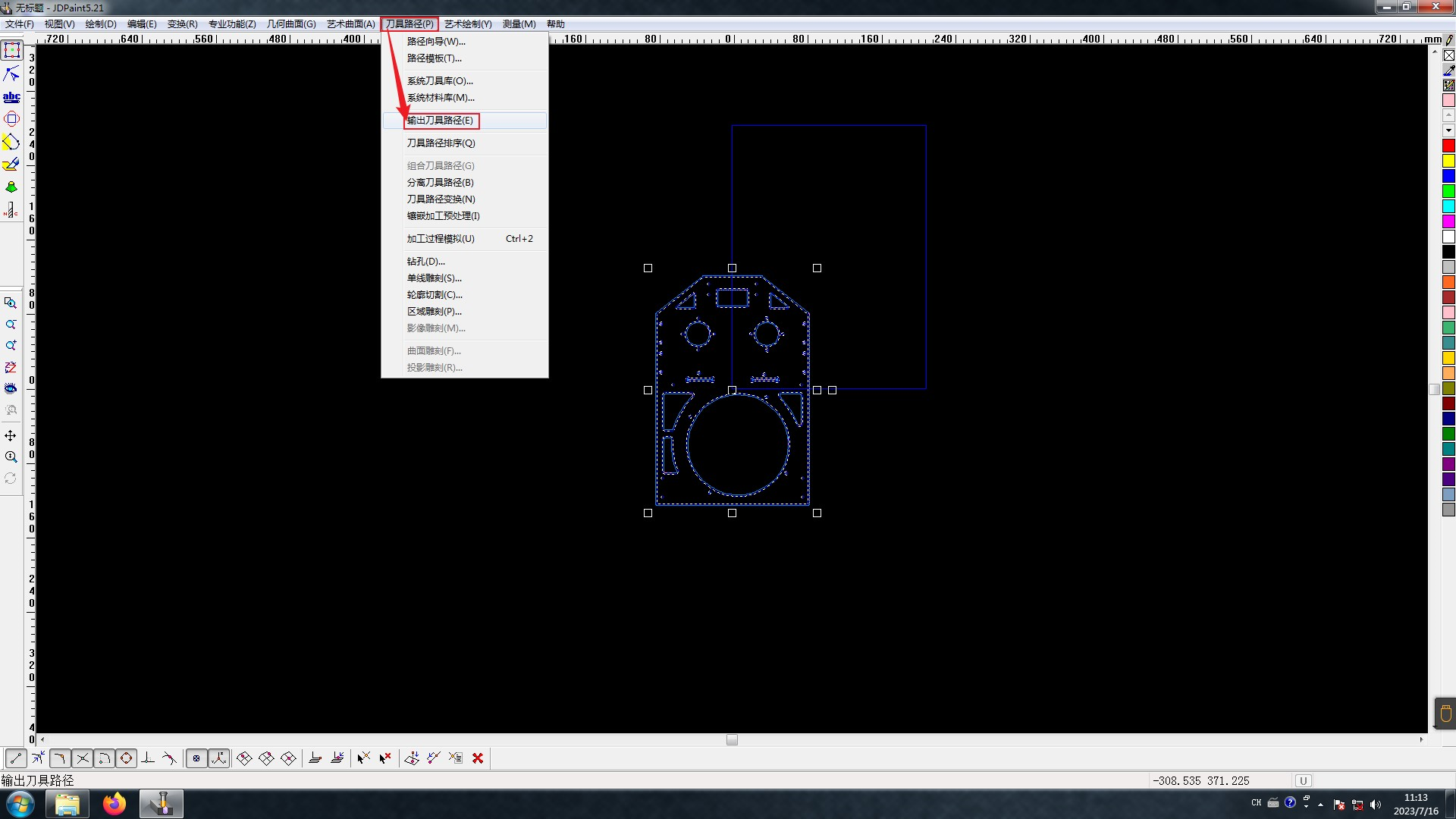
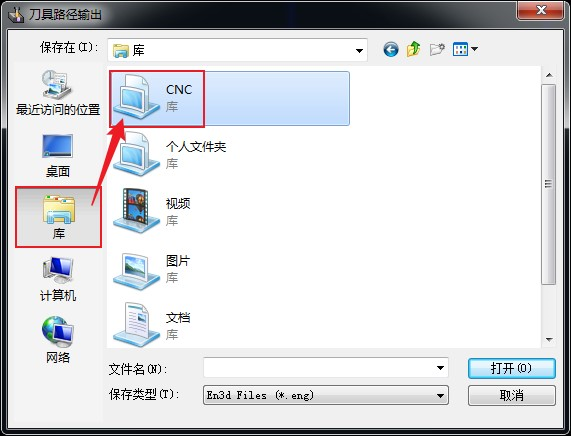
路径选择:库-CNC
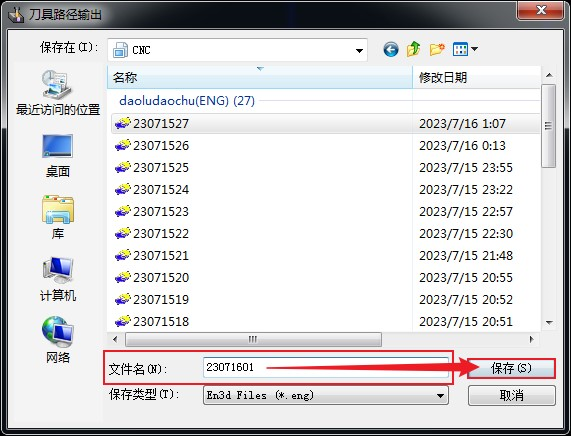
更改文件名
命名格式为年-月-日-序号(各部分均为两位数,缺位补0),然后点击保存。
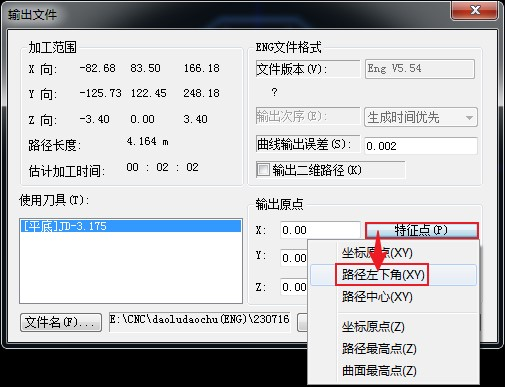
更改输出原点:特征点-路径左下角
点击确认
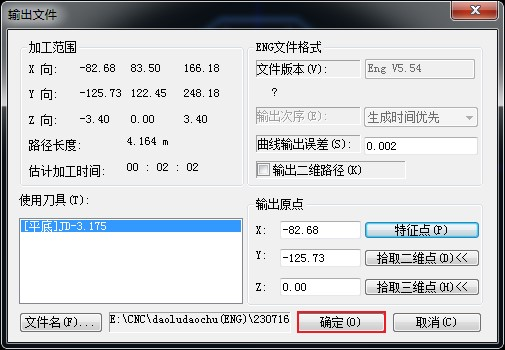
完成
打开ENG转NC工具
点击左上角ENG转NC图标
软件启动的时候理论上会自己进入下一页面
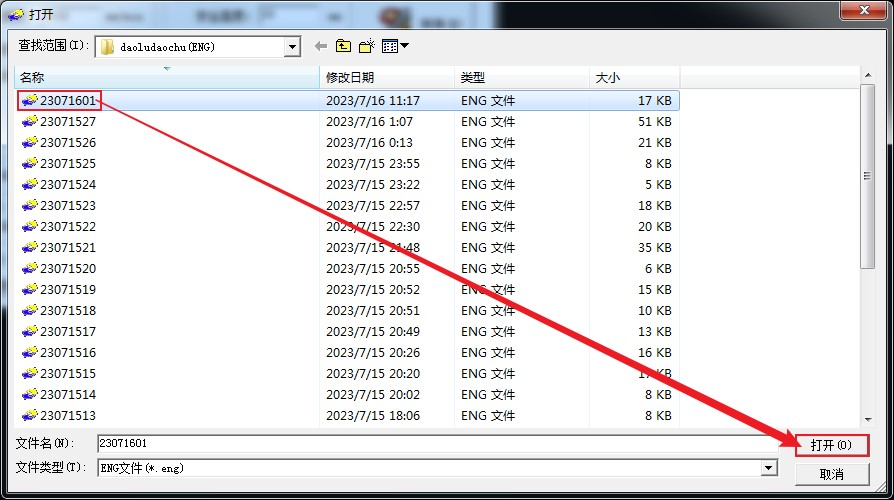
选择输入文件
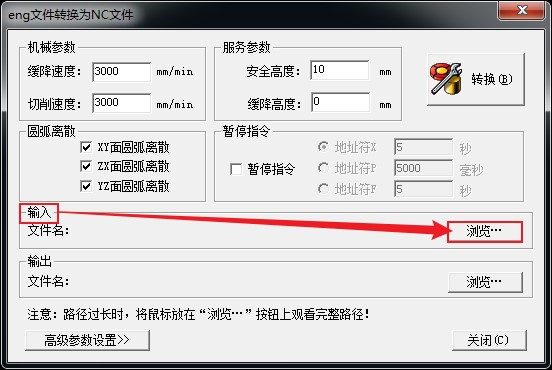
路径已提前预设好,如有异常,请选择:库-CNC-daoludaochu(ENG)
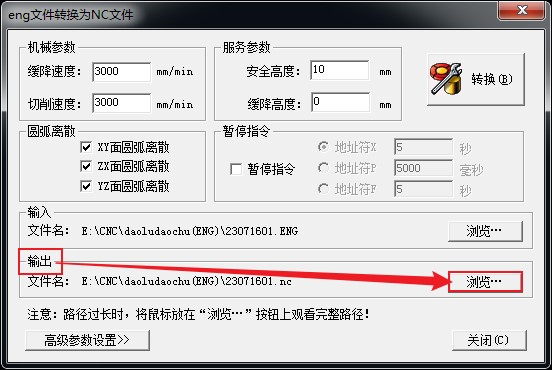
选择输出文件路径
库-CNC-jiagong(NC)
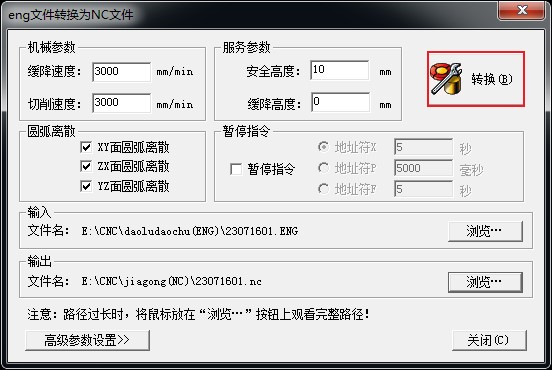
点击转换
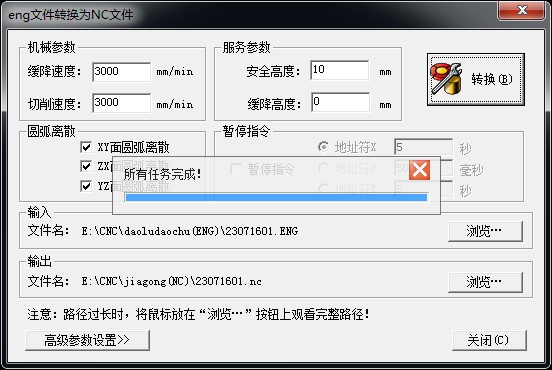
完成
请确认加工参数
警告
每次打开NCStudio均需要检查进给速率及主轴转速,主轴转速应为18000
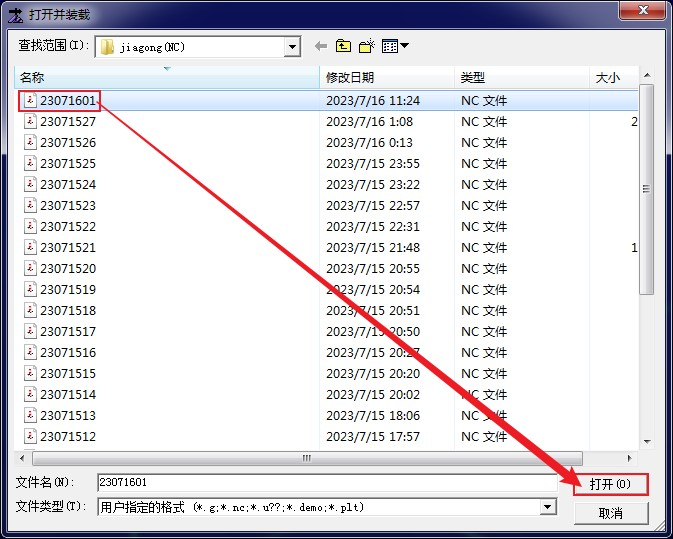
装载刀加工文件
路径已提前预设好,如有异常,请选择:库-CNC-jiagong(NC)
- 定原定
- 仿真
- 加工
运营组|战空